
Продукція


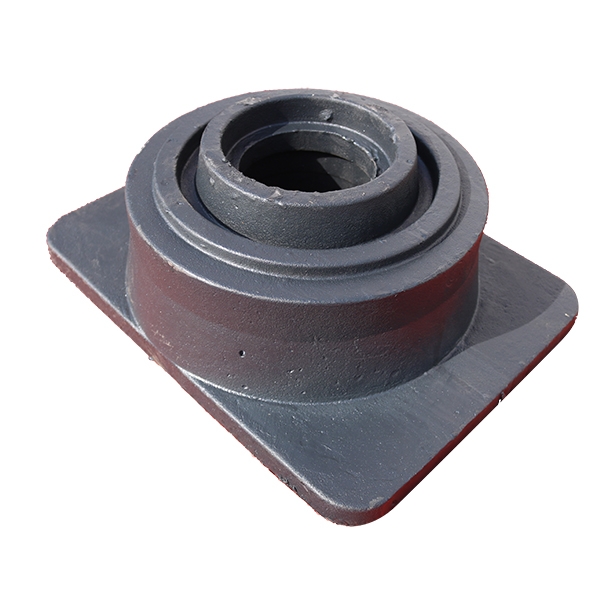
GVT1501020055 Редуктор концентратора
Функція продукту
Втрата лиття піни (також відомий як реальна лиття цвілі) виготовлений з пінопласту (EPS, STMMA або EPMMA) полімерного матеріалу в справжню форму з точно такою ж структурою та розміром, що і деталі, що підлягають виробленню та відлиту, і покриваються З рефрактерним покриттям (зміцненим), гладким і дихаючим) та сушеним, воно закопується в сухий кварцовий пісок і піддається тривимірному моделювальному моделюванню. Розплавлений метал виливається в коробку з піском під ліпленням під негативним тиском, так що модель полімерного матеріалу нагрівається та випаровується, а потім витягується. Новий метод лиття, який використовує рідкий метал для заміни одноразового процесу лиття форми, утвореного після охолодження та затвердіння для виробництва виливків. Загублений пінопласт має такі характеристики: 1. Кастинги мають хорошу якість та низьку вартість; 2. Матеріали не обмежені та підходять для всіх розмірів; 3. Висока точність, гладка поверхня, менше очищення та менше обробки; 4. Внутрішні дефекти значно зменшуються і вдосконалюється структура лиття. Густий; 5. Він може усвідомити масштабне та масове виробництво; 6. Він підходить для масового виготовлення кастингу одного і того ж кастингу; 7. Він підходить для ручної роботи та автоматизованого управління виробництва та роботи конвеєра; 8. Статус виробництва виробничої лінії відповідає вимогам технічних параметрів охорони навколишнього середовища. ; 9. Це може значно покращити робоче середовище та умови виробництва виробничої лінії кастингу, зменшити інтенсивність праці та зменшити споживання енергії.
Опис товару
1. Вакуумна технологія лиття з низьким тиском пінопласту. Він поєднує в собі технічні переваги від лиття низького тиску та вакуумного лиття піни, завершує процес наповнення в керованому тиску повітря та значно покращує здатність до заповнення сплаву. Порівняно з кастингом штампу, інвестиції обладнання невеликі, вартість низька, а кастинги можна посилити за допомогою термічної обробки; У порівнянні з пісочним литтям кастинги мають високу точність, низьку шорсткість поверхні, високу продуктивність та хороші показники. Під дією антигравітації Sprue стає каналом скорочення, а втрата температури заливки невелика. Система виливання кастингів сплавів проста і ефективна, з високою врожайністю та щільною структурою. Необхідна температура заливки низька і підходить для заливки та формування різних кольорових сплавів. .
2. Тисніть технологію загубленої пінопласту. Він поєднує в собі технологію загубленої піни з технологією кристалізації затвердіння тиску. Його принцип полягає в тому, щоб вилити розплавлений метал у бак під тиском з пісочною коробкою, щоб зробити піну форму газифіку та зникнути, а потім швидко заклеїти резервуар під тиском і ввести газ при певному тиску. , внаслідок чого розплавлений метал зміцнюється і кристалізується під тиском. Характерна для цієї технології полягає в тому, що вона може значно зменшити дефекти лиття, такі як порожнини усадки, пористості усадки та пори на виливках, збільшувати щільність лиття та покращити механічні властивості виливків. Затвердіння під зовнішнім тиском може спричинити мікроскопічну деформацію спочатку затвердових дендритів, значно покращуючи здатність годування стояків та покращуючи внутрішню усадку лиття. У той же час тиск збільшує розчинність газу в твердій сплаві, що дозволяє осадити. Бульбашки зменшуються.






Хочете обговорити, що ми можемо зробити для вас?
Вивчіть, куди можуть вас взяти наші рішення.